9. 齒輪的生產工序
齒輪的加工生產方法各種各樣, 下面向您介紹具有代表性的切削加工工藝。 請看各種KHK標準齒輪從齒坯的下料到包裝出廠的工藝流程。
9-1 直齒輪的生產工序
下面是 KHK 標準直齒輪 (SS 系列) 具有代表性的加工工序。
- 材料
從材料廠家購買材料, 存放入庫。
購入的材料為長度 6 米的棒材。

- 裁斷
選擇直徑大于成品的棒材, 經裁斷機下料。

- 車削
裁斷后的粗坯在車床上進行切削, 加工出齒輪的外形, 制成齒坯。

- 切齒
將齒坯在切齒機上進行切齒加工。
切齒后, 輪齒端面發生大量的毛邊。

- 去毛邊
在去邊機上清除毛邊后, 倒棱以除掉危險的棱邊。

- 表面處理
齒輪表面經染黑處理,提高防銹能力, 增強質感。

- 包裝
每個齒輪單獨包裝, 包裝盒貼上印有品名的標簽后出廠。
9-2 齒條的生產工序
下面是 KHK 標準齒條 (SRFD 系列) 具有代表性的加工工序。
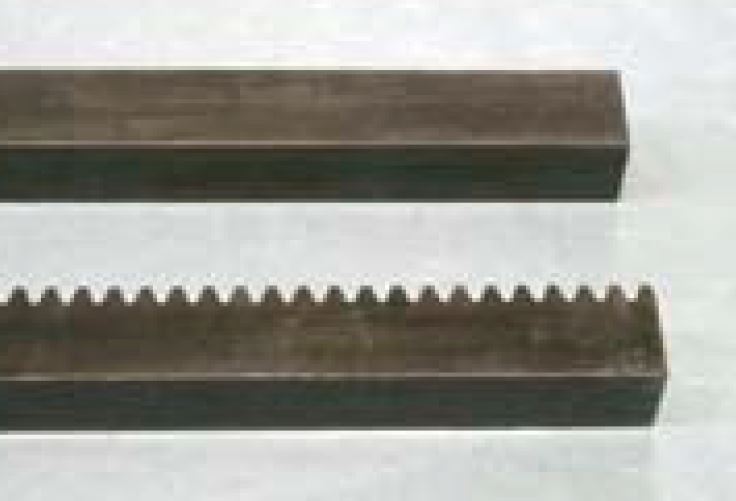
- 材料
從材料廠家購買材料 ( 方鋼 ), 存放入庫。

- 切齒
將毛壞 ( 方鋼 ) 在切齒機上進行切齒加工。切齒后, 輪齒端面發生大量的毛邊。
- 去毛邊
在去邊機上清除毛邊后, 倒棱以除掉危險的棱邊。

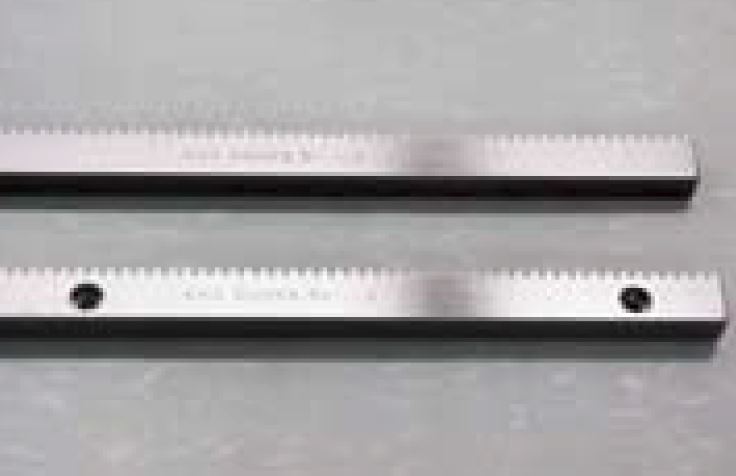
- 加壓整形
切齒后的齒條產生彎曲變形, 必須在加壓整形機上加壓校直。

- 端面加工
為了方便齒條的連結使用, 將以齒條的齒槽為基準加工兩端面。

- 開孔
在加工中心加工安裝孔, 提高使用方便度。
- 表面處理
齒輪表面經染黑處理, 提高防銹能力, 增強質感。

- 包裝
每個齒輪單獨包裝, 包裝盒貼上印有品名的標簽后出廠。
9-3 傘形齒輪的生產工序
下面是 KHK 標準傘形齒輪 (SM 系列) 具有代表性的加工工序。
- 材料
從材料廠家購買材料, 存放入庫。

- 裁斷
選擇直徑大于成品的棒材, 經裁斷機下料。
- 車削
裁斷后的粗坯在車床上進行切削, 加工出齒輪的外形, 制成齒坯。

- 切齒
將齒坯在切齒機上進行切齒加工。
切齒后, 輪齒端面發生大量的毛邊。

- 去毛邊
在去邊機上清除毛邊后, 倒棱以除掉危險的棱邊。

- 表面處理
齒輪表面經染黑處理,提高防銹能力, 增強質感。

- 包裝
每個齒輪單獨包裝, 包裝盒貼上印有品名的標簽后出廠。
9-4 蝸桿的生產工序
下面是 KHK 標準蝸桿 (SW 系列) 具有代表性的加工工序。
- 材料
從材料廠家購買材料, 存放入庫。

- 裁斷
選擇直徑大于成品的棒材, 經裁斷機下料。

- 車削
裁斷后的粗坯在車床上進行切削, 加工出蝸桿的外形, 制成齒坯。

- 切齒
將齒坯在切齒機上進行切齒加工。
不完全螺紋部會發生鋒利的毛刺。

- 去毛邊
在去除不完全螺紋部毛邊的同時, 倒棱以除掉危險的棱邊。

- 表面處理
蝸桿表面經染黑處理,提高防銹能力, 增強質感。

- 包裝
每個齒輪單獨包裝, 包裝盒貼上印有品名的標簽后出廠。