齒輪的噪音
下圖是生產車用齒輪,工作機械,減速機等的公司提出的關于齒輪的振動及噪音的調查結果。
噪音,振動的原因
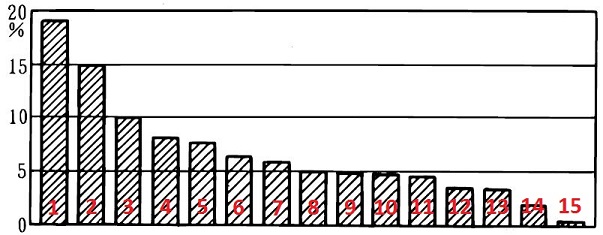
- 齒輪精度
- 組裝精度
- 齒面光潔度及最后加工方法
- 齒輪箱形狀
- 齒輪的輪滑
- 軸承
- 材質
- 齒輪的設計
- 驅動機與負載的變化
- 運作條件
- 軸與軸系
- 齒輪的形狀
- 齒輪的磨損
- 碰痕
- 其他
各種原因分別來看,如下所示。
設計上的原因 ???????? 35%
制作上的原因 ???????? 30%
使用方法的原因 ??????? 20%
不正確的組裝 ???????? 15%
原因 (對噪音產生影響的原因)
- 齒接觸不良
- 齒距誤差過大
- 齒形誤差過大
- 齒輪軸的傳動扭矩有波動
- 齒面光潔度差
- 中心距離過小
- 轉速太快
- 滾珠軸承,滾子軸承產生噪音
- 齒輪箱將噪音擴大
- 熱處理所造成的翹曲變形
對策 (制作靜音旋轉的齒輪需要)
- 按正確的齒距制作齒輪,做到沒有齒距誤差
- 齒形要擁有正確的漸開曲線
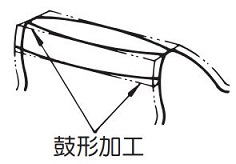
- 輪齒施加鼓形加工
- 由于輪齒的撓曲而產生的齒距誤差,對從動齒輪的齒頂進行修正加工 ( 削端加工 )
- 增加同時嚙合齒數
- 齒輪箱有正確的開孔位置,設計成不產生振動或吸收振動的形狀
- 齒輪箱的形狀設計為近似于圓形
- 安裝沖擊吸收器吸收齒輪箱的振動
- 對齒面周圍的棱角施加倒角加工
- 組裝時注意齒面不發生片面接觸
- 軸與軸 ( 驅動軸,齒輪軸???等之間 ) 使用彈性聯軸器
- 齒頂附近施加削端加工以修正齒形(適合使用在高速旋轉的情況下)
- 施行最后精加工,去除齒面的傷痕,保證平滑的齒面

一般采用剃齒或磨削加工。
弧齒傘形齒輪的最終精加工為研磨。
以上內容摘自技術評論社 大山政一著 【齒輪組裝作業的秘訣】
下圖是「KHK 標準齒輪」噪音試驗的一例。
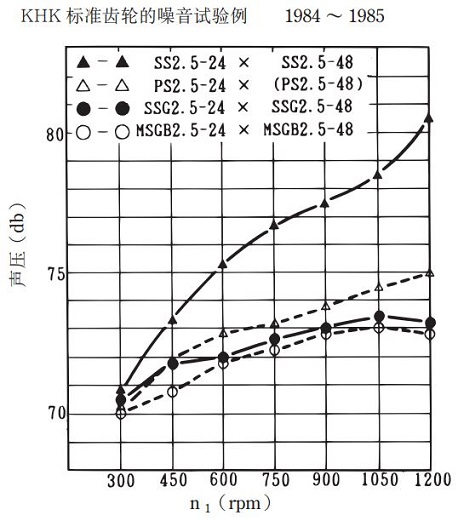
- ▲ - ▲: S45C 不經熱處理
(SS2.5-24,SS2.5-48) - △ - △: 尼龍齒輪
(PS2.5-24,PS2.5-48) - ● - ●: S45C 輪齒經淬火研磨加工
(SSG2.5-24,SSG2.5-48) - ○ - ○: SCM415 全件滲碳淬火輪齒研磨加工
(MSGB2.5-24,MSGB2.5-48)